
Il film composito in bobina per imballaggio (film laminato in bobina) è diventato sempre più popolare negli ultimi anni grazie alla sua versatilità d'uso e alle sue prestazioni efficienti. Questo tipo di materiale da imballaggio è composto da più strati di materiali diversi che lavorano insieme per creare una barriera resistente ed efficace contro gli agenti esterni.
La funzione del film composito per imballaggi in bobina risiede nella sua capacità di proteggere e preservare il contenuto all'interno della confezione. Questo tipo di imballaggio viene spesso utilizzato per prodotti alimentari, farmaceutici e altri materiali sensibili che richiedono una lunga conservazione e protezione da umidità, luce e ossigeno. Gli strati del materiale composito lavorano insieme per creare una barriera che impedisce al contenuto di essere influenzato da fattori esterni.
Il film composito in bobina per imballaggio è ampiamente utilizzato in vari settori come quello alimentare, farmaceutico e dei beni di consumo. L'imballaggio aiuta a proteggere i prodotti dagli agenti esterni e a mantenerli freschi più a lungo.
Struttura del materiale compositoe Film per imballaggio
Il film composito in bobina per imballaggio è un tipo di film per imballaggio composto da due o tre strati. La struttura a due o tre strati del film composito in bobina per imballaggio viene solitamente combinata tramite un processo composito. Tra questi, la struttura a due strati è generalmente composta da due materiali diversi.
I materiali più comunemente utilizzati per gli strati dei film compositi per imballaggio sono polietilene, polipropilene, poliestere, nylon, foglio di alluminio e carta. Il polietilene e il polipropilene offrono un'eccellente resistenza all'umidità e agli agenti chimici, mentre il poliestere offre resistenza e stabilità. Il foglio di alluminio offre un'eccellente barriera ai gas e alla luce, mentre il nylon offre un'elevata barriera all'ossigeno.
Il primo strato della struttura a due strati è solitamente costituito da un film plastico come polietilene o polipropilene. Il secondo strato è un materiale barriera come PET o nylon. Lo strato barriera fornisce protezione da umidità, ossigeno e altri elementi che possono danneggiare il prodotto. I due strati vengono poi laminati insieme utilizzando uno speciale adesivo per creare un film composito resistente e durevole. La struttura a due strati del film composito per imballaggi in bobina offre numerosi vantaggi. Ad esempio, è leggero, robusto e flessibile. È anche impermeabile, resistente al calore e ha buone proprietà barriera contro ossigeno e umidità. Queste proprietà lo rendono ideale per l'imballaggio di prodotti che richiedono protezione dagli agenti atmosferici.

La struttura a tre strati del film composito in bobina per imballaggio è simile a quella a due strati, ma presenta uno strato aggiuntivo che offre una protezione aggiuntiva. Lo strato aggiuntivo è solitamente uno strato intermedio realizzato in un materiale diverso, come un foglio di alluminio o un foglio metallizzato. Questo strato offre migliori proprietà di barriera contro umidità e ossigeno rispetto alla struttura a due strati. Questo lo rende ideale per l'imballaggio di prodotti che richiedono una protezione aggiuntiva, come componenti elettronici sensibili, dispositivi medici o prodotti farmaceutici.


Il processo composito utilizzato per creare la struttura a due o tre strati del film composito per imballaggi in bobina è un processo complesso che richiede tecnologie e attrezzature avanzate. Comporta la combinazione di diverse materie plastiche e materiali barriera per creare un film resistente e durevole. Il processo prevede anche l'aggiunta di additivi speciali come agenti antistatici o stabilizzanti UV per migliorare le proprietà del film.
Oltre alle sue proprietà protettive, il film composito in bobina per imballaggio è ampiamente utilizzato anche perché è economico e facile da produrre. Il processo composito utilizzato per creare il film è altamente automatizzato, il che contribuisce a ridurre i costi di manodopera e ad aumentare l'efficienza produttiva. Consente inoltre ai produttori di produrre grandi quantità di film in modo rapido e costante.


Ambito di applicazione del film di imballaggio composito
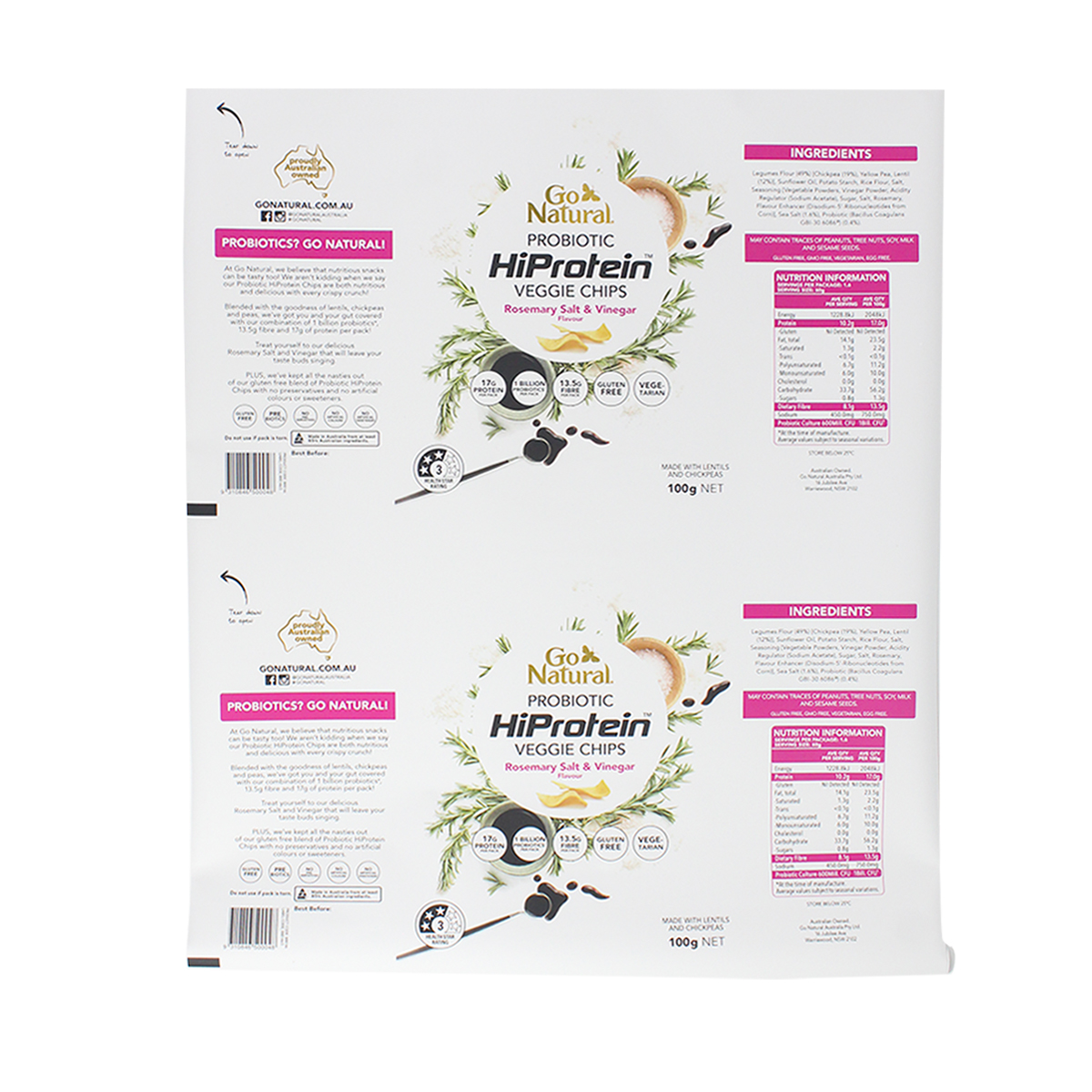
Una delle applicazioni più diffuse del film in bobina in materiale composito per imballaggio è l'industria alimentare. Questo tipo di imballaggio è ideale per mantenere gli alimenti freschi e sicuri per il consumo per un periodo prolungato. Il materiale di imballaggio può essere personalizzato per soddisfare requisiti specifici di conservazione di diversi tipi di alimenti, inclusi alimenti surgelati, alimenti secchi e persino prodotti deperibili.
Un'altra applicazione del film composito per imballaggi in bobina è l'industria farmaceutica, dove farmaci e dispositivi medici sensibili vengono imballati per evitare danni durante il trasporto e lo stoccaggio. Le esclusive proprietà barriera del materiale di imballaggio garantiscono che il contenuto della confezione non venga contaminato da fattori esterni come ossigeno, umidità e luce, che possono compromettere l'efficacia dei prodotti medicali.
Il film composito per imballaggio in bobina viene utilizzato anche in altri settori, come l'elettronica, dove le apparecchiature sensibili devono essere imballate con cura per evitare danni. Il materiale viene utilizzato anche nell'industria automobilistica per imballare pezzi di ricambio e altri componenti che devono essere trasportati su lunghe distanze.
L'utilizzo di film in bobina per imballaggio composito offre diversi vantaggi rispetto ad altri tipi di imballaggio. Il materiale è leggero, resistente ed economico, il che lo rende una scelta efficiente per le aziende. Inoltre, il materiale composito può essere personalizzato per soddisfare specifici requisiti di imballaggio, garantendo la protezione del contenuto da fattori esterni.
Inoltre, il materiale composito per imballaggi in bobina rappresenta un'alternativa ecologica agli imballaggi tradizionali. Il materiale può essere riciclato, riducendone l'impatto ambientale. Molte aziende si stanno ora orientando verso soluzioni di imballaggio ecocompatibili per ridurre la propria impronta di carbonio e promuovere la sostenibilità.
In conclusione, il film composito in bobina per imballaggio rappresenta una soluzione versatile ed efficiente per le esigenze di imballaggio in diversi settori. Le sue proprietà uniche lo rendono la scelta ideale per le aziende che desiderano proteggere e preservare i propri prodotti durante il trasporto e lo stoccaggio. Il rapporto qualità-prezzo, le possibilità di personalizzazione e l'ecocompatibilità del materiale lo rendono un'opzione interessante per le aziende che desiderano ridurre i costi di imballaggio e promuovere la sostenibilità. Con la continua crescita della domanda di imballaggi di alta qualità, il film composito in bobina per imballaggio continuerà a svolgere un ruolo fondamentale nel futuro del settore dell'imballaggio.




Data di pubblicazione: 23 marzo 2023